Battery and e-mobility
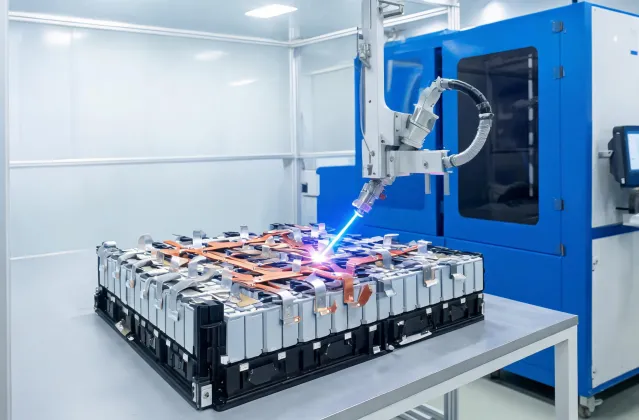
Tab, busbar, tray, and enclosure welds require low distortion and repeatable electrical performance. Process planning balances reflective materials, clamping pressure, and traceability for high-volume launch schedules.
Laser welding earns adoption where heat input, distortion, cycle time, and traceability are all under pressure. IPG Photonics industry planning focuses on the production reality of each application: alloy selection, part handling, inspection burden, line speed, enclosure footprint, and the cost of weld variation after launch.
Tab, busbar, tray, and enclosure welds require low distortion and repeatable electrical performance. Process planning balances reflective materials, clamping pressure, and traceability for high-volume launch schedules.
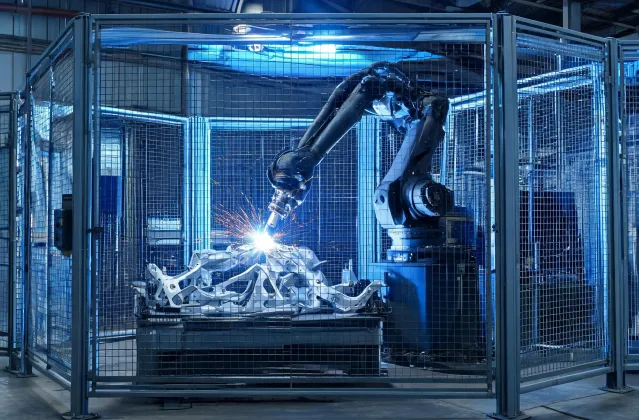
Lightweight assemblies benefit from narrow heat affected zones, fast travel speeds, and stable recipe control. Welding plans must fit robot access, fixture datums, and inspection gates for multi-shift production.

Thin-wall parts, nickel alloys, and tight documentation expectations make process windows critical. Laser welding can support repeatable seams when parameter control and evidence capture are built into the project.
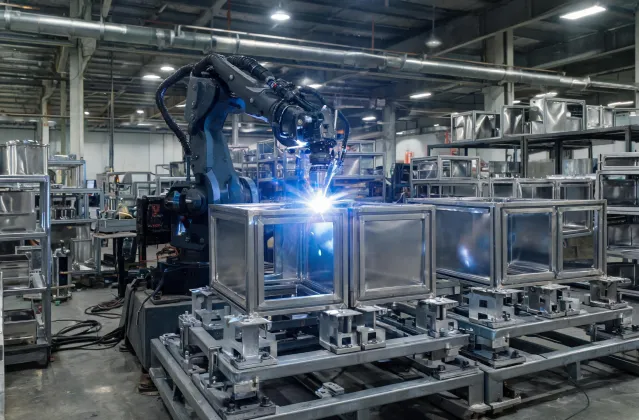
Fabricators use laser welding to reduce grinding, manage cosmetic seams, and improve throughput on stainless, aluminum, and enclosure work. The strongest gains appear when fixture strategy and operator workflow are planned together.
Choosing between laser welding, MIG, TIG, Stick, and plasma cutting should start with the constraint that actually limits production: penetration, cosmetics, access, heat input, edge prep, or operator skill availability.
Best when distortion, speed, small seams, or traceability drive the business case.
Useful for heavier fabrication, filler metal needs, and flexible shop-floor welding.
Strong for high-control manual welds where cosmetics and operator skill are central.
Supports cutting and edge preparation where clean kerf and productivity matter.
Share the material stack, seam length, production rate, and inspection method. The response can help separate a source purchase from a complete automation requirement.